汽车的核心零部件中,附加值较高的主要有发动机的进排气门、发动机连杆、变速箱齿轮中的同步器锥环、油泵主从动齿轮等,在这些零部件的生产中,主流的核心技术便是粉末冶金技术及模具制造。而在粉末冶金模具的制造中,数控电火花加工是一种举足轻重的工艺方法,模具的冲头、型腔等基本上都需要进行放电加工。图 1 所示为某汽车零部件粉末冶金模具制造公司的电火花加工车间一角(装备的产品为阿奇夏米尔蓝线电火花加工机床),生产这类模具往往需要大批量的数控电火花加工机床才能满足模具制造周期的要求。
笔者曾到访过宁波、南通等地的一些生产汽车零部件的粉末冶金公司,他们的模具经理都非常关注电火花加工的效率问题。这是因为电火花加工本身就是一种加工速度较慢的工艺方法,在电火花加工机床设备有限的情况下,往往会导致粉末冶金模具制造周期延长,也就不能如期完成汽车零部件的生产与供应。
如何通过有效、可行的工艺措施,使电火花加工机床在保证加工质量的前提下提高加工速度,依靠高效率的电火花加工生产来缩短模具制造周期?下文就这个问题,从实际加工经验出发,总结了与电火花加工效率直接相关的三大方面:电火花加工工艺、电火花加工机床的调整、电火花加工操作,提出了高效率电火花加工解决方案,希望可以帮助一些企业解决实际的问题。
1电火花加工工艺相关的要点
1.1 要用机械加工去除大部分材料
电火花加工部位在进行加工之前,要采用机械加工方法进行粗加工,仅将刀具精铣困难或无法精铣的部位留给电火花加工,这样使电火花加工的材料量大为减少,可以大幅度提高电火花加工效率。
1.2 根据加工情况决定加工工艺方法
电火花加工有单电极直接成形工艺、多电极更换成形工艺等。选择工艺时不仅要考虑加工速度,还应详细考虑加工精度和表面粗糙度要求。单电极直接成形工艺只用一只电极来加工出所需的型腔部位,这种工艺方法用于加工形状简单、精度要求不高的型腔,不需要进行重复的装夹操作,可提高电火花加工的效率。对于加工要求较高的场合,通常采用多电极加工的工艺方法。首先用粗加工电极蚀除大量材料,然后用精加工电极进行精加工,精加工还可考虑换用多个电极来补偿电极的损耗。
1.3 合理选用电极材料
电火花加工通常使用紫铜电极和石墨电极。很多模具企业在选择电极材料时,很少进行考虑,大小电极一律习惯选用同种电极材料,这种做法会影响电火花加工的效率。
大多企业使用紫铜作为电极材料。而根据加工经验,使用石墨电极加工大部分汽车零部件粉末冶金模具,其加工速度可比使用紫铜电极节省约 1/3 的时间;也有些企业已经认识到石墨的优越性,于是习惯选用石墨电极,导致模具在表面粗糙度要求低于 Ra0.8um 的加工场合,始终难以稳定地达到加工要求,而反复进行的返修加工,极大地降低了加工效率,如果选用紫铜电极,问题将会迎刃而解。可见选择电极材料时,应根据加工要求作出合理的选择。
1.3 确定适当的电极缩放量
模具的电火花加工中,通常会因为电极缩放量取得太小不能选用较大的放电条件而导致加工效率低下。如在加工允许的情况下,粗加工电极的缩放量取单侧 0.3mm 选用的电参数比取单侧0.15mm的电参数要提高速度在2~3倍以上。平动加工时精加工电极可根据加工情况,适当增大电极缩放量有利于提高加工速度。必须注意,增大电极缩放量后必须对应提高放电参数的能量,并且不可盲目增大电极缩放量,否则反而降低加工效率。如粗加工将电极缩放量取单侧 0.8mm,而实际加工虽然选择了较大的加工条件,但实际的放电间隙可能只有单侧0.3mm 左右,那么将会为后续加工留下了较多的材料余量,必将降低加工效率。数控电火花加工机床如果按照传统机床的电极的缩放方法,不利用平动加工的功能,必将降低加工效率,尤其是在精加工中。比如电极缩放量取单侧 0.03mm,那么只能选用一个较小的放电参数进行加工,如果粗加工中的材料余量稍多的话,甚至可能造成加工不动的情况;如果将电极缩放量增加到单侧 0.08mm,那么加工的放电参数可以增大,可以很快地将材料余量去除,利用平动功能来逐步修光侧面。对于加工电极是圆形、方形的更应如此。普通加工中适当增大电极缩放量并不会对形状造成多大影响,精密加工时才应特殊对待。
1.4 电极设计考虑面积效应
面积效应是电火花加工中因加工面积变化引起加工速度等工艺指标的变化的效应。
当电火花加工的面积小到某一临界面积时,加工速度会显著降低。因为加工面积小,在单位面积上脉冲放电过分集中,致使放电间隙的电蚀产物排除不畅,同时,会产生气体排除液体的现象,造成放电加工在气体介质中进行,而大大降低加工速度。因此设计电极时要考虑不要拆分加工面积太小的电极,多使用整体式电极。但也要注意,当整体式电极面积比较大,且加工深度较深、排屑困难的情况下,应考虑将整体电极分拆成几个电极进行分次加工,可以根据型腔的几何形状把电极分解成主型腔电极和副型腔电极。否则在加工中会出现放电不稳定的情况,导致加工效率低下、精度难以保证等不良情况。
2 电火花加工机床调整的要点
2.1 电参数的调节
电参数选择的好坏,直接影响加工的各项工艺指标。电参数调节最终目的是为了达到预定的加工尺寸、表面粗糙度要求,达到较高的加工效率。电参数调节时,基本上要考虑:电极数目、电极损耗、加工表面粗糙度要求、电极缩放量、加工面积、加工深度等因素。
目前数控电火花机床的智能性能已经有了很大的提高,图 2 所示为阿奇夏米尔蓝线产品SA 系列精密电火花机床,机床储存有针对各种材料组合加工的大量成套电参数,只需要在编程过程中按照编程要求输入工艺条件,即可自动选择、配置电参数。加工中机床依靠智能化控制技术,由计算机监测、判断电火花加工间隙的状态,自动微调电参数,保持稳定的放电加工,达到较高的加工效率。智能电参数一般能满足加工要求,并且极大地降低了机床对操作机床人员的技能要求。而传统电火花机床要求操作者具有丰富的工作经验,能够根据加工要求灵活配置电参数。
机床的智能控制技术并不是万能的,还是不能忽视人工调整电参数的作用。尤其像在深孔加工、大锥度加工、大面积加工等一些比较特殊的加工场合,人工调整电参数就显得很有必要。调整电参数时,应该优先考虑调整电参数主规准以外的参数,如抬刀高度、放电时间、抬刀速度等;其次可以按次序考虑调整脉冲间隙、脉冲宽度、加工电流等,特殊材料加工可以试用负极性加工(电极为负极)。在加工状态稳定的前提下,减少抬刀动作及幅度、降低脉冲间隙、增大加工电流有利于提高加工效率。但是在加工不稳定的情况下,一定要保持勤抬刀,适当选用较大的脉冲间隙,否则反而会降低加工效率,甚至引起电弧放电,使加工过程不能正常进行。根据加工经验,适当保守地进行电参数的调节,可以维持加工的正常进行,并且可获得较高的加工效率。
2.2 加工留量的控制
数控电火花加工是用多个条件段来进行加工的,条件段之间要有一定的加工留量。比如加工要求的深度为 5mm,电极缩放量为单面 0.15mm。设使用的电规准从大到小分三段来进行加工,则根据各档电规准放电间隙的大小来设置进给深度和平动半径:第一个规准进给深度为 4.85 mm,平动半径为 0.02 mm,第二个规准进给深度为 4.92 mm,平动半径为 0.13 mm,第三个规准进给深度为 4.97 mm,平动半径为 0.17 mm。条件段之间加工留量大小的控制与加工效率有很大的关系。适当减少加工留量能提高电火花加工的效率,尤其是在大面积的精加工场合作用显著。如果将上例中第一个规准进给深度改为 4.9mm,平动半径为 0.1 mm,第二个规准进给深度为 4.95 mm,平动半径为 0.15mm,第三个规准不变,则可以在一定程度上提高加工效率。
数控电火花加工机床自动编程时给出的加工留量,是以保证表面粗糙度为前提的,相对来说比较保守,为了进一步提高加工效率,可根据加工要求来人为修改自动编程生成程序的加工留量。但必须注意,减少加工留量必须要保证下一个加工规准能修光上一个加工规准。
另外,减少加工留量对提高小面积的加工效率意义并不大。
2.3 平动加工的选择
平动加工是数控电火花加工的一种重要工艺方法。不同的数控电火花加工机床其平动加工的方式有所区别,应根据所使用机床灵活、合理应用平动加工。某数控电火花机床的平动加工方式有两种:自由平动和伺服平动。自由平动是指主轴伺服加工时,另外两轴同时按一定轨迹作扩大运动,一直加工到指定深度。伺服平动是指主轴加工到指定深度后另外两轴按一定的轨迹作扩大运动。自由平动一般用于浅表加工,加工时边打边平动可以改善排屑性能,可提高加工速度,减少积碳;但对于深度较深的场合,却会降低加工速度,增大电极的边角损耗。伺服平动一般用于加工深度较深的加工场合,先加工完底面再修侧面,深度较浅时其加工效果不如自动平动,也常用在加工型腔侧壁的沟槽、环,还可用在其它两轴平动的场合等等。
2.4 定时加工
数控电火花加工机床一般都具有定时加工功能,可用于控制面积较大电极精加工的最后几段电参数的加工时间。精加工中电规准的电蚀能力非常弱,由于间隙内加工屑及其它因素的影响,需要花费很长的加工时间,甚至出现一段条件迟迟加工不完成的情况。由于最后几个条件的尺寸变化已经很小,实际上我们只要加工到要求的表面粗糙度后就可结束加工,可根据经验采用定时加工方法,可大幅度地提高精加工效率。
3 电火花加工操作的要点
3.1 提高重复定位精度
模具电火花加工往往需要使用很多个电极进行加工,需要进行重复定位。实际加工中,重复定位精度也是影响电火花加工效率的一个重要因素,这些情况主要发生在精加工中。比如:第一个电极在对深度时没有对准,导致第一次加工的深度浅了,那么第二次加工要保证加工深度的情况下,要加工的材料量就过多,精加工中也不能选用大的电规准,必然导致加工效率低下。根据加工经验,如果像接近 30cm2 的大面积加工,在精加工规准下,多加工0.02mm 的深度,也将会花费 1 个小时以上的加工时间;还有如第一个电极加工完成后,第二个电极加工的位置与第一个电极的加工位置存在较大差别,另一个侧面的加工量增多,这种情况也会降低加工效率。
利用电极与工件进行接触感知的定位方法在模具企业被广泛采用。这种定位方法相对简单,是操作人员非常熟悉的。但这种定位方法的误差较大,难以保证稳定的定位精度,因定位超差导致的加工异常问题时有发生,降低了加工效率。为了提高重复定位精度,可以采用间接定位方法。如利用基准球进行间接定位,这种定位方法由于采用的是点接触,可在最大范围内消除误差。还有一个提高重复定位精度最好的办法是采用快速装夹的定位系统,如3R 和 EROWA 等装置,电极和工件都可以快速换装,并且可以达到理想的定位效果,极大地提升了加工效率。
3.2 冲液的方式与大小
电火花加工过程中,为了将加工过程中产生的气体、金属屑末等及时排除,必须高效率地排出加工屑,为此,应使用合理的冲液方式,控制好冲液压力时,使加工稳定进行,提高加工效率。一般都要冲油或抽油。适当的增加冲油压力会使加工速度提高,但冲油压力超过某一数值后,还继续增加,加工速度则略有降低。
4 其它
4.1 机床的加工性能
好的放电机床是实现高效率放电加工的前提条件。脉冲电源对提升加工速度起着极其重要的作用,脉冲电源性能的好坏决定着放电加工微观过程的优劣,决定着精加工中小放电间隙条件下能否稳定、高效地完成加工。自适应电源在加工中的自适应调节,为达到较高的加工效率起到了重要作用。专家系统等智能技术使机床操作更容易,缩短了编程、操作的时间。
配备 ATC 装置的全自动机床操作过程不需人工干预,可以连续地自动运行加工,大为提高了加工效率。机床的抬刀技术上对加工速度也有一定的影响,如主轴采用很高加速度进给加工对提高加工深窄小缝的效率具有明显的作用。
4.2 工作液的影响
选用不同的工作液,加工速度也不相同。目前电火花加工使用合成型电火花工作液。不同的电火花加工工作液各自的特点有所差异,应综合考虑进行选择。镜面加工的时间一般都比较长,使用混粉工作液可以大幅度提高加工效率,它是在工作液中加入一定比例的导电的粉末(如硅粉、铬粉、镁粉等)。
4.3 工件材料的影响
在同样的加工条件下,选用不同的工件材料,加工速度也不同。这主要取决于工件材料的物理性能(熔点、沸点、热导率、比热容、熔化热、气化热等)。如电火花加工铝的效率非常高,但加工硬质合金的效率相当低下。
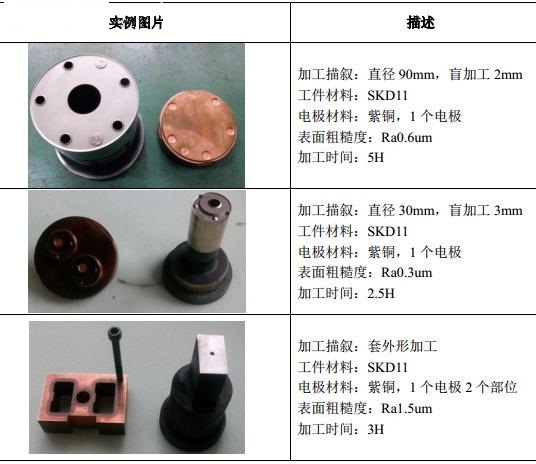
5 汽车零部件粉末冶金模具电火花加工参考实例
下面提供 GF 阿奇夏米尔蓝线产品 SA 机床加工粉末冶模具的一些实例及数据,供参考。
 6结束语 在汽车零部件粉末冶金模具制造的电火花加工中,影响电火花加工效率的因素众多。应根据加工对象的具体要求,进行综合考虑,把握好工艺的各个环节,才能使电火花加工机床达到高的加工效率。
6结束语 在汽车零部件粉末冶金模具制造的电火花加工中,影响电火花加工效率的因素众多。应根据加工对象的具体要求,进行综合考虑,把握好工艺的各个环节,才能使电火花加工机床达到高的加工效率。

